| 1 |  |
2010年11月 NGWより注文していた鏡材が届きました。 F4カセ主鏡とF6ニュートン用です。 |
||
| 2 |  |
 |
直径305mm板厚38mmです。 本当は12.5インチを頼んであった 外周も綺麗に研磨されていて、 |
|
| 3 |  |
2014年8月 ダイヤモンドツール(ダイヤモンドカッター)で粗削りです。 ※ここはF4とF6用を同時に進めましたので、画像は共通です。 |
||
| 4 |  |
F6主鏡(FL1800)は中央を3mmほど(計算では3.23)の深さに削ります。 PCD100の球面計で凹0.345〜0.35です。 F4主鏡(FL1200)は中央を4.5mmほど(計算では4.85)の深さに削ります。 |
||
| 5 |  |
2014年9月 #80 31㎝でも使った16㎝鉄皿で面を均していきます。 |
||
| 6 |  |
♯80 16㎝て鉄皿で面を均していきます。 球面計で深さを測ると凹0.36〜0.37mmあったため、目標の0.345〜0.35になるように この鉄皿は平面なのですが、周囲がいくらかRに摩耗しています。 |
||
| 7 |  |
♯80 3時間以上すって球面計で凹0.35mm程度になりました。 |
||
| 8 |  |
2014年11月 ここからは全面ツールの盤ガラスで共ずりします。 このガラスは31㎝で使用したFL1400のガラスなので直径が317mmあります。 ※表面に凸0.535/100と書いてありますが間違いです。凸0.46程度ありました。 |
||
| 9 |  |
 |
♯80 TOT 凸0.42程になりました。 |
|
| 10 |  |
 |
♯80 TOT 1時間半ほどで ♯80は終了です。 |
|
| 11 |  |
 |
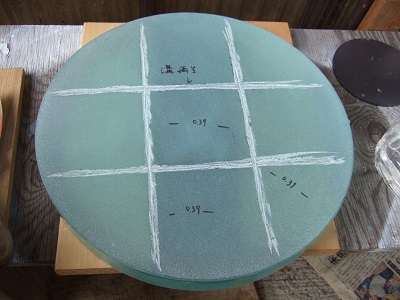
♯120 TOT ポツ(点傷)に悩まされながら 凹0.35〜0.355 |
|
| 12 | 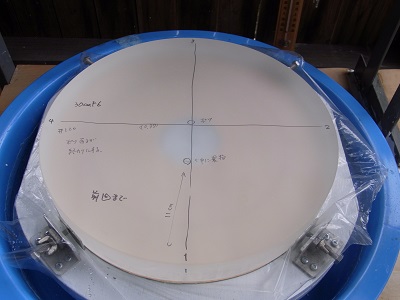 |
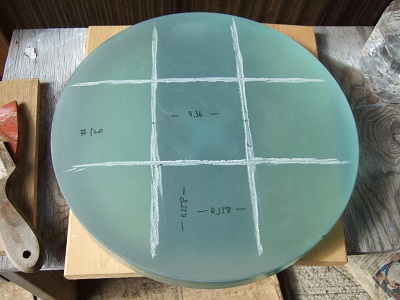
2014年12月 ♯220 TOT ポツに悩まされながら2時間以上すりましたが、中央よりやや手前の異物が |
||
| 13 |  |
 |
2015年5月 他の鏡も同時進行していいた ♯320 TOT 25分ほど経ったところで鏡と盤が 50分すって終了。 |
|
| 14 | 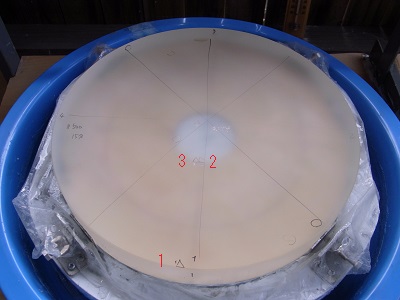 |
♯500 TOT 15分 中央付近と手前鏡周付近に異物が気になります。 |
||
 |
 |
|||
鏡周付近の異物 |
中央付近の異物 |
|||
|
||||